Способы обработки проймы в изделиях без рукавов. Обработка проймы изделия без рукавов.
Обработка застежек внизу рукавов с манжетами . В рукавах с манжетами застежка может быть обработана на продолжении шва рукава и с разрезом на цельной детали
Разрез застежки на цельной детали может быть обработан одной обтачкой
(рис. 77, а) по способу, изложенному в гл. 1, § 14, или без обтачек.
При обработке застежки без обтачек сначала по подсобному лекалу
намечают линию разреза и по намеченной линии деталь разрезают строго по
нити основы, делая в конце разреза подрезы под прямым углом на величину
0,5 - 0,7 см. Параллельно разрезу застежки, отступив от поперечных
подрезов 0,5 - 0,7 см, подгибают срезы (рис. 77, б). По краю,
образующему верхнюю сторону застежки, срез подгибают в сторону изнанки, а
по краю, образующему нижнюю сторону застежки,- на лицевую сторону.
Срезы подгибают внутрь на 0,5 - 0,7 см и застрачивают узким швом
вподгибку с закрытым срезом.
Обработанный край верхней стороны
застежки накладывают на нижний, образуя складку (рис. 77, в), при этом
величина захода одного обработанного края на другой равна 2 - 2,5 см.
Складку закрепляют на стачивающей машине строчкой по форме
прямоугольника так, чтобы срезы вверху застежки были расположены между
строчками закрепки. Застежку в готовом виде приутюживают. 
Обработка застежки, расположенной на продолжении шва рукава состоит в
следующем. По шву рукава на участке застежки при раскрое делают
припуски. Срез припуска, образующего верхнюю сторону застежки,
перегибают в сторону изнанки на 0,5 - 0,7 см и застрачивают на
расстоянии 0,1 - 0,2 см от подогнутого края (рис. 78,а). Срез припуска,
образующего нижнюю сторону застежки, обрабатывают обтачкой, выкроенной
по форме припуска (рис. 78, б). Внутренний срез обтачки перегибают в
сторону изнанки на 0,5 - 0,7 см и застрачивают на расстоянии 0,1 см от
края. В изделиях из легкоосыпающихся тканей срез обтачки предварительно
обметывают на специальной машине. Обтачку накладывают на лицевую сторону
припуска, образующего нижнюю сторону застежки, лицевой стороной вниз и
обтачивзют деталь со стороны обтачки. Ширина шва 0,5 - 0,7 см. Обтачку
отгибают на изнанку рукава, шов выправляют, образуя кант в сторону
обтачки шириной 0,1 - 0,2 см, и приутюживают. Внутренний край обтачки
прикрепляют к основной детали в нескольких местах вручную потайными
стежками.
После обработки краев застежки производят стачивание
срезов рукава (рис. 78, в) до конца обработанной застежки, затем деталь
поворачивают на угол 90" и скрепляют обработанные припуски застежки
двойной обратной строчкой Застежку в готовом виде приутюживают.
В
рукавах с манжетой без разреза для свободного прохождения руки оставляют
участок где манжету не притачивают. Этот участок обрабатывают швом
вподгибку с закрытым срезом.
Соединение рукавов с проймами
.
Для правильного положения рукава на фигуре, а также для обеспечения
свободы движения руки окат рукава делают длиннее проймы изделия на 4 - 6
см. Эта величина зависит от направления моды, структуры ткани, а при
изготовлении одежды по индивидуальным заказам и от фигуры заказчика.
При изготовлении изделий по индивидуальным заказам по окату рукава
сначала прокладывают две строчки с расстоянием между ними 0,5 см (на
машине или вручную) и стягивают нитки, распределяя посадку в зависимости
от модели равномерно по всему окату или только в передней и локтевой
частях.
Для предохранения проймы от растяжения по краю проймы
переда и спинки на участках вниз от плечевого шва на 10 - 12 см и на
расстоянии 0,7 - 1,3 см от срезов проймы прокладывают машинную строчку.
Рукава могут быть втачаны в проймы после соединения боковых срезов и
срезов рукавов или до их соединения (т. е. в открытую пройму).
При
изготовлении изделий по индивидуальным заказам перед вметыванием
рукавов в проймы их предварительно прикладывают к изделию булавками;
совмещая контрольные надсечки на рукаве и пройме, нанесенные при
примерке. При вметывании рукавов булавки поочередно удаляют из ткани.
Рукав вывертывают на лицевую сторону, а изделие наизнанку. Рукав
вкладывают в пройму изделия лицевой стороной внутрь, уравнивают срезы и
втачивают со стороны рукава на специальной машине с одновременной
посадкой верхней детали или на стачивающей машине совмещая надсечки по
срезам рукава и проймам изделия и равномерно распределяя посадку или
сборки на рукавах. Ширина шва 1,2 - 1,5 см.
В изделиях из
шерстяных тканей и тканей с содержанием синтетических волокон посадку
сутюживают. Срезы шва обметывают на специальной машине. 
Обработка пройм в изделиях без рукавов
.
В изделиях без рукавов (рис. 79, а) проймы обрабатывают обтачным швом
обтачками, выкроенными по форме проймы, или окантовочным швом косой
бейкой, выкроенной под углом 45" к нити.основы, одинарной или двойной.
Обработка пройм обтачкой, выкроенной по форме проймы, состоит в
следующем. Части обтачки складывают лицевыми сторонами внутрь, уравнивая
срезы, и стачивают. Ширина шва 0,5 - 0,7 см. Швы в изделиях из
шерстяных, шелковых тканей и тканей с содержанием синтетических волокон
разутюживают, а в изделиях из хлопчатобумажных тканей раскладывают.
Внутренние срезы обтачек перегибают в сторону изнанки на 0,5-0,7 см и
застрачивают на расстоянии 0,1 см от подогнутого края. В изделиях из
легкоосыпающихся тканей срезы предварительно обметывают на специальной
машине.
Обтачку накладывают на лицевую сторону проймы лицевой
стороной вниз, уравнивают срезы и обтачивают срезы пройм. Ширина шва 0,7
см. В нижней части проймы шов в двух-трех местах надсекают, не доходя
до строчки на 0,1 - 0,2 см. Шов отгибают в сторону обтачки и
настрачивают с лицевой стороны обтачки на расстоянии 0,1 - 0,З см от
шва. Обтачку проймы отгибают на изнанку изделия, шов выправляют и
приутюживают, образуя из основной детали в сторону обтачки кант шириной
0,1 см (рис. 79, б).
Внутренние края обтачки прикрепляют к
плечевым и боковым швам машинными строчками, параллельными плечевым и
боковым швам, а к спинке и переду вручную потайными стежками,
незаметными с лицевой стороны, через 4 - 5 см, делая по пять-шесть
стежков в каждой закрепке.
В изделиях из шерстяных, шелковых
тканей и тканей с содержанием синтетических волокон внутренние края
обтачек пришивают на специальной машине потайными стежками по всей длине
строчки.
Для обработки пройм окантовочным швом обтачку выкраивают
по форме проймы или под углом 45" к нити основы. Части обтачки и концы
стачивают. Строчка должна проходить параллельно нити основы. Швы
подрезают, оставляя припуск 0,5 - 0,7 см. Швы в изделиях из шерстяных и
шелковых тканей разутюживают, а в изделиях из хлопчатобумажных тканей
раскладывают. Допускается концы обтачки стачивать одновременно с
обтачиванием пройм.
Ширина обтачки зависит от ширины канта и от
способа обработки. В изделиях из шерстяных тканей срезы проймы
обрабатывают окантовочным швом с одним открытым срезом. Внутренний срез
обтачки обметывают на специальной машине (рис. 79, в).
Обтачку
накладывают на лицевую сторону проймы лицевой стороной внутрь, уравнивая
срезы, и обтачивают пройму со стороны обтачки. Ширина шва зависит от
модели. Если концы обтачки не стачаны, обтачивание проймы начинают,
отступив от концов обтачки на 3-4 см, непритачанные концы полоски
стачивают. Шов раскладывают и притачивают на оставшемся участке. Обтачку
отгибают на изнанку изделия, огибая шов и образуя кант. Кант закрепляют
машинной строчкой с лицевой стороны изделия в шов притачивания обтачки.
Проймы в готовом виде приутюживают.
В изделиях из
хлопчатобумажных тканей срезы пройм обрабатывают окантовочным швом с
закрытыми срезами чаще всего вдвое сложенной обтачкой, выкроенной под
углом 45" к нити основы (рис. 79, г).
Части обтачки стачивают так,
чтобы строчка проходила параллельно нити основы. Швы подрезают,
оставляя припуск, равный 0,5 - 0,7 см, и раскладывают на две стороны.
Концы обтачки допускается не стачивать. Обтачку перегибают вдоль
посередине изнанкой внутрь, срезы уравнивают, срез одного конца обтачки
подгибают внутрь на 1 см и накладывают на лицевую сторону проймы сгибом в
сторону изделия, срезы обтачки и проймы уравнивают и обтачивают со
стороны обтачки. Ширина шва зависит от модели, при этом необработанный
конец обтачки должен заходить за обработанный на 1 - 1,5 см. Обтачку
отгибают на изнанку изделия, огибая шов и образуя кант, кант закрепляют
машинной строчкой с лицевой стороны в шов притачивания обтачки, при этом
под строчку с изнанки должен обязательно попадать сгиб обтачки и
строчка должна проходить на расстоянии не более 0,3 см от края (сгиба).
Проймы в готовом виде приутюживают.
В изделиях без воротника и
рукавов (рис. 79,д) горловину и проймы обрабатывают обтачкой-кокеткой из
основной или шелковой подкладочной ткани в цвет основного материала,
выкроенной в соответствии с формой горловины, плечевых швов и пройм
изделия шириной на линии середины переда, спинки и под проймой не менее 6
см в готовом виде.
Обработку горловины и пройм выполняют после
соединения плечевых срезов, при этом боковые срезы должны быть не
стачаны. Плечевые срезы обтачки-кокетки соединяют аналогично соединению
плечевых срезов основных деталей. Внутренние срезы обтачки-кокетки
обрабатывают так же, как и внутренние срезы обычных обтачек.
Обтачку-кокетку накладывают на лицевую сторону изделия, уравнивая срезы
горловины и пройм, приметывают, образуя небольшую слабину основных
деталей по горловине и проиме горловину и проймы обтачивают со стороны
обтачки швом шириной 0,5 - 0,7 см. В изделиях с застежкой-молнией
одновременно втачивают концы застежки, изделие вывертывают на лицевую
сторону через нестачанный средний шов, выправляют края, образуя кант из
основной детали шириной 0,1 см, и приутюживают. Приутюживать можно без
выметывания с одновременным образованием канта. При стачивании боковых
срезов одновременно стачивают концы обтачек пройм.
При отсутствии
застежки в изделии посередине переда и спинки обрабатывают только один
плечевой щов изделия и обтачки-кокетки. После обтачивания горловины и
пройм вывертывание изделия на лицевую сторону выполняют через
необработанный плечевой шов. После обработки второго плечевого шва
изделия стачивают (или подшивают вручную) плечевой шов обтачки-кокетки.
Внутренний край обтачки-кокетки прикрепляют к боковым швам машинной строчкой.
Обработка проймы изделия без рукавов
Пройму в изделиях без рукавов обрабатывают до или после стачивания боковых срезов изделия. При этом применяют те же краевые швы, что и при обработке горловины: вподгибку с закрытым или открытым обметанным срезом; окантовочный с тесьмой или косой бейкой с двумя закрытыми срезами; обтачной в простую рамку с использованием подкройной обтачки или косой бейки. Пройму обрабатывают швом вподгибку или окантовочным швом до соединения боковых срезов изделия. Обтачивание пройм подкройной обтачкой выполняют после соединения и обметывания боковых срезов изделия.
Если по модели изделие имеет короткую линию плеча, срезы проймы обрабатывают вместе со срезами горловины одной подкройной обтачкой, имеющей вид кокетки (рис. 2.25). Выкраивают обтачку полочки и обтачку спинки из основного материала. Обтачки по срезам горловины и пройм уже основных деталей на 3...5 мм. Обтачки дублируют, нижние срезы обтачек обметывают (строчка 1) или застрачивают. Стачивают и разутюживают плечевые срезы обтачек (строчка 2). К моменту обработки горловины и пройм одной обтачкой изделие должно иметь стачанные и разутюженные плечевые срезы. Боковые срезы изделия остаются несоединенными.
Рис. 2.25. Обработка горловины и проймы изделия одной обтачкой
Обтачку лицевой стороной накладывают на лицевую сторону основной детали, уравнивая, плечевые швы и совмещая срезы горловины основной детали и обтачки. Срезы горловины изделия обтачивают (строчка 3). Припуски шва обтачивания на криволинейных участках надсекают и настрачивают на обтачку швом шириной 1 ...3 мм (строчка 4). Затем изделие вывертывают на лицевую сторону и выправляют. На участке проймы складывают лицевую сторону обтачки и лицевую сторону изделия, совмещая, плечевые швы и срезы проймы. Изделие обтачивают по линии проймы за один прием (строчка 5). Если длина плечевого шва меньше 35 мм, пройму обтачивают за два приема, каждый раз начиная строчку от плечевого шва. Припуски шва обтачивания надсекают и настрачивают на обтачку (строчка 6). Изделие вывертывают на лицевую сторону, выправляют и приутюживают с изнаночной стороны. Обтачки полочки и спинки на участке боковых срезов отворачивают и складывают лицевыми сторонами. Совмещают боковые срезы обтачек, боковые срезы полочки и спинки, а также швы притачивания обтачек к полочке и спинке. После этого одновременно стачивают боковые срезы обтачек полочки и спинки и срезы изделия (строчка 7). В заключение боковые срезы изделия обметывают и разутюживают, одновременно разутюживая боковые срезы обтачек.
Обработка рукавов
Рукава отличаются большим разнообразием по конструкции, Форме, длине, отделочным элементам, однако их обработку проводят по одной схеме:
начальная обработка;
соединение частей;
обработка низа.
Начальную обработку рукава выполняют так же, как и других основных деталей. Расположенные на рукавах вытачки, подрезы вставки, сборки, складки, буфы обрабатывают так же, как на других основных деталях. Если по модели на рукавах предусмотрены карманы, их выполняют как обычно. Мелкие детали - хлястики, паты - настрачивают на рукава в соответствии с разметкой.
Части рукава, как и части других деталей, соединяют теми или иными соединительными швами в зависимости от модели и свойств используемых материалов. При выполнении соединительного шва в одно шовном рукаве строчку прокладывают со стороны переднего переката. В двух шовном рукаве сначала стачивают передние срезы со стороны верхней части рукава, а затем локтевые - со стороны нижней части рукава. Порядок стачивания срезов двух шовного рукава может меняться в зависимости от модели. При соединении срезов одно шовного рукава и локтевых срезов двух шовного рукава выполняют посадку срезов нижней детали между надсечками в области локтя. При индивидуальном пошиве соединение частей рукава производят с предварительным сметыванием. Срезы швов стачивания частей рукавов обметывают, окантовывают или застрачивают.
В промышленном производстве для стачивания частей рукава используют стачивающе обметочные машины. Отделочную строчку на лицевой стороне рукава вдоль линии стачивания прокладывают с использованием специального приспособления.
После соединения частей рукава перед последующей обработкой низа рукав может иметь замкнутую форму или быть плоским, незамкнутым по одному из швов.
Комбинированный урок по теме:
« Технология обработки проймы в плечевых изделиях без рукавов » 7 класс.
Цели урока:
Образовательные:
Познакомить учащихся с технологией обработки горловины и проймы в плечевых изделиях без воротника и рукавов;
Познакомить с основными способами обработки горловины и проймы;
Научить основному способу обработки среза проймы при помощи подкройной, дополнительной детали – обтачки ;
Познавательные:
Совершенствовать умения и навыки при работе иголками, булавками, ножницами;
Развивать и совершенствовать логическое и абстрактное мышление при выполнении ручных видов работ;
Познакомить с работой над швейными технологическими терминами и понятиями;
Развивать и совершенствовать умения и навыки аккуратности, внимательности, бережливости и экономии при работе на ткани и с нитками.
– развивать навыки выполнения практических работ на ткани.
Воспитательные:
Прививать навыки индивидуальной работы и работы в коллективе, культуре поведения на уроке, умения чётко и лаконично излагать мысли, пользоваться и применять швейную терминологию, делать выводы,
Прививать навыки работы с наглядными пособиями, раздаточным материалом, натуральными изделиями, таблицами, инструкционными картами,
Уметь слушать и правильно применять полученные знания на практике;
Расширять кругозор и культуру общения, стимулировать познавательную активность учащихся, познакомить с профессией швеи, со спецификой и тонкостями работы швеи индивидуального пошива одежды.
Формы работы: коллективная, групповая, индивидуальная.
Методы и приёмы обучения:
Словесные (рассказ, объяснение).
Наглядные (показ, наблюдение, демонстрация).
Практические (самостоятельная работа, практическая работа) – технология обработки проймы в изделиях без рукавов.
Оборудование к уроку:
Доска, мел, манекен,
Бытовые швейные машины: 2 –М класса, «Чайка», « Подольск – 142»;
Ножницы, иголки, портновские булавки, нитки, ткань (основная или отделочная), сантиметровая лента.
Компьютер, проектор.
Оснащение урока: презентация, иллюстрации, технологические карты.
Альбомы карточек для работы с тканью,
Образцы в натуральную величину с видами и способами обработки горловины и проймы;
Раздаточный материал на каждый стол с технологией обработки обтачки (папки с видами и способами обработки проймы, с инструкциями по выполнению);
Таблицы (на доске) со способами обработки горловины и проймы;
Демонстрационный материал (карточки, картинки);
Основные понятия: обтачка (подкройная, косая бейка, окантовочный шов, кант), примётывание, притачивание, обтачивание, вымётывание.
Тип урока: комбинированный.
План урока:
Организационный момент.
Актуализация опорных знаний и умений учащихся.
Практическая работа (обработка проймы в изделиях).
Закрепление знаний и умений учащихся.
Итоги занятия.
Домашнее задание.
На доске написаны базовые понятия и термины с последующим комментарием их учителем:
Обтачка – это дополнительная подкройная деталь кроя, подчёркивающая форму выреза горловины и проймы.
Примётывание – это временное соединение мелкой детали с крупной или неосновной детали с основной стежками временного назначения (примётывание обтачки к срезу проймы).
Вымётывание – это закрепление обтачного и вывернутого края детали стежками временного назначения (сообразованием канта в 0,1 – 0,2 см от края) для сохранения определённой формы детали - вымётывание клапанов, воротников, бортов после обтачивания и вывёртывания края обтачки горловины и проймы.
Притачивание – это соединение двух или нескольких по величине деталей (притачивание надставок к подбортам, клапанов к полочкам, манжет к рукавам, обтачек к пройме и горловине и т. д.)
Обтачивание – это соединение двух деталей по краю с последующим вывёртыванием их на лицевую сторону (обтачивание клапанов, воротника, бортов, хлястиков, обтачивание обтачек горловины и проймы).
Эти термины используются при выполнении практической работы.
Ход урока
Организационный момент.
Создать рабочую обстановку.
Организовать рабочее место (обратить внимание на рабочее место учащихся для выполнения ручных работ, для выполнения машинных работ и для выполнения утюжильных работ).
Познакомить учащихся с планом работы на уроке.
Учитель : план работы на уроке у нас сегодня такой:
обзорное повторение пройденного материала,
выполнение работы по общему плану и технологической последовательности изготовления изделия.
изучение новой темы, которая записана на доске, о ней вы узнаете немного позже.
выполнение практической работы.
В конце урока мы проведём повторение и закрепление нового материала и полученных навыков работы.
Проверка знаний по теме урока
Подведение итогов работы на уроке.
Актуализация опорных знаний и умений.
Активизация опорных знаний и мотивация учебно- познавательной деятельности учащихся.
Закрепление полученных знаний и навыков работы на предыдущих занятиях.
Вопрос: перечислите основные способы обработки срезов горловины и проймы.
Ответ: основные способы – это обработка срезов подкройной обтачкой, косой бейкой, окантовочным швом – руликом и одним из последних способов обработки среза – это цветной шёлковой полоской ткани, выкроенной по направлению косой нити.
Вопрос: в чём заключается технологическая последовательность изготовления плечевого изделия?
Ответ : после раскроя изделие готовится к первой примерке;
проводится примерка с целью выявления неточностей посадки изделия на фигуре, выявления дефектов;
машинная обработка вытачек, швов боковых, плечевых, обмётка срезов на спецмашине;
осноровка изделия и подкраивание мелких деталей (обтачек);
отделка изделия, т. е. обработка срезов горловины и проймы любым известным и выбранным в соответствии с моделью и фасоном изделия способом;
обработка застёжки (на пуговицы или на молнию);
окончательная отделка и утюжка изделия, обработка низа.
Вопрос : почему даже мелкие детали кроя выкраиваются по направлению долевой нити?
Ответ : во избежание деформации изделия и деталей изделия в процессе эксплуатации изделия.
Вопрос: какой термин применяется в ручных видах работ при соединении двух деталей стежками временного назначения?
Ответ: смётывание.
Вопрос: где в плечевых изделиях вы применили смётывание и для чего? Может быть можно было сразу прошить на машине, быстрее бы была выполнена работа?
Ответ: смётывание боковых и плечевых срезов, вытачек смёточными стежками временного назначения. Нельзя сразу обрабатывать изделие на машине, т. к. необходимо уточнить правильность кроя плечевого изделия и его посадку на фигуре, чтобы не пришлось исправлять после машинной обработки и распарывать швы.
Вопрос: для чего обрабатываются, обмётываются все внутренние срезы изделия?
Ответ:
во-первых, с целью предотвращения осыпания края среза нитей, особенно для сыпучих тканей;
во-вторых, с целью аккуратного, эстетического вида изделия как с лицевой стороны, так и с изнанки.
Изучение нового материала.
Учитель:
Сегодня мы с вами будем заниматься интересной, творческой и очень нужной работой. Помните, когда мы занимались моделированием, я говорила о том, что процесс создания новой модели одежды нового образца – это и есть искусство. Когда вы выполняли моделирование, то уже тогда создали для себя маленький шедевр. И, постоянно, из урока в урок, маленькими шагами двигаетесь вперёд и совершенствуете своё мастерство. Вспомните, как художник создаёт свою картину, не сразу, а постоянно. Выполняя работу с плечевым изделием, вы научитесь многому и вполне сможете по очень популярному журналу « Бурда» выполнить для себя любой наряд. А теперь вернёмся к нашему плечевому изделию. Много работы мы уже выполнили и теперь займёмся отделкой изделия.
Итак, сегодня мы будем заниматься отделкой или обработкой проймы. Это и есть темой нашего сегодняшнего урока. Запишите её в тетрадь.
Учитель пишет на доске, дети в тетрадь «Технология обработки проймы вплечевых изделиях без рукавов».
Кажется, ну что тут такого особенного: пройма и пройма.
Немного из истории обработки проймы. Дело в том, что в изделиях обработкой проймы портные занимаются уже давно. Связано это с необходимостью создания определённого вида одежды. Одним из таких видов одежды являются сарафаны.
Одна из учениц рассказывает историю создания сарафана и сопровождает свой рассказ презентацией, показами слайдов - (материалы презентации прилагаются).
Вспомните, основным видом одежды на Руси у женщин были сарафаны. Посмотрите на картинку. Сарафаны носили и маленькие девочки и молодые женщины, и женщины в возрасте (слайд №1). Видите (демонстрирует иллюстрации), они очень разнообразны, т. к. это был очень удобный вид одежды, форма выреза под рукой, т. е. пройма , давала свободу движения руки. А это корсетки – деталь одежды украинского костюма (показывает рисунок), их носили и мужчины и женщины. Они были разные по длине и конструкции, подчёркивающие фигуру и свободные, очень удобный вид одежды. Корсетки делали из разной по фактуре ткани (см. приложение1). Кроме этого вида одежды и жилеты всегда пользовались большим спросом. Их модели в современной одежде и молодёжной моде широко применяются. Они очень практичны, т. к. в зависимости от формы выреза проймы зависит и внешний вид изделия и его конструкция, а также назначение.
Учитель: хорошо, спасибо. А теперь продолжим работу. Посмотрите на учебный манекен (демонстрация наглядно на манекене формы выреза горловины и проймы). Видите, как выглядит квадратный вырез и вырез мысом на пройме и горловине. Это очень практично, т. к. достигается достаточная свобода движения руки, и, конечно, конструктивно, т. к. изменяется внешний вид модели.
Итак , исходя из этого, мы с вами пришли к выводу о том, что при изготовлении изделий без рукавов и воротников возникает необходимость обрабатывать получающийся срез проймы и горловины какую бы конструкцию не имел срез, т. к. технологией по изготовлению изделий предусмотрены различные способы обработки срезов. Давайте вспомним, какие это способы.
Откройте папку с наглядным, раздаточным материалом (см. приложения).
Итак, основные способы обработки проймы:
При помощи подкройной обтачки (приложение 2, 2 –А, 2 –Б)
При помощи окантовочного шва – рулика (приложение 3, 3 –А).
При помощи ткани, выкроенной по косой нити (приложение 4, 4 – А).
При помощи шёлковой косой бейки, сложенной вдвое вдоль пополам (приложение 5, 5 – А).
Поскольку самым распространённым и классическим способом является обработка среза при помощи обтачки , запишем в тетрадь определение этого термина.
Обтачка – это дополнительная деталь проймы, это подкройная деталь, которая повторяет форму выреза.
Обрабатывается срез при помощи обтачки, если задуманное изделие шьётся соответственно без рукавов. Обтачка обязательно повторяет направление долевой нити изделия, т. к. в этом случае обеспечивает хорошее и правильное прилегание к основе изделия. Если направление долевой нити не соблюдено, то обтачка будет выворачиваться, «фалдить», т. е. будет портить внешний вид изделия.
Ширина швов обтачки и изделия должна быть одинаковой (по пройме 10 мм, по горловине – 7 мм, по плечу и боковому срезу – 20-30 мм).
Для того, чтобы закрепить всё увиденное и услышанное, мы с вами сейчас выполним практическую работу по обработке обтачки, соединим её с основным изделием.
Но прежде, чем перейти к практической части, давайте немного отдохнём, сделаем физкульт-паузу, во время которой мы заодно повторим порядок и последовательность выполнения работы.
Во время физкультминутки девочки могут поворачиваться в разные стороны, при этом они перебрасывают друг другу «снежок» (мячик, сделанный в виде шара из бумаги или поролона и завёрнутый в фольгу), называют при этом очередной номер и порядок т. е . последовательность выполнения операций с обтачкой и соединения её с проймой.
Практическая работа.
Выполнение практической работы.
Цель работы: научить обучающихся обрабатывать проймы в изделиях без рукавов при помощи обтачки.
Ход работы.
Вводный инструктаж.
Провести инструктаж по технике безопасности. Вы сегодня будете выполнять практическое задание, при этом будете работать с иголками, булавками, ножницами. Давайте вспомним, какие нужно соблюдать предосторожности, выполняя работу, чтобы не пораниться самому и не травмировать друг друга во время выполнения работы. Вместе вспоминаем инструкцию по ТБ (см. приложение 6 - инструктаж).
Кроме этого, вы будете работать на швейных машинах, вспомните основные правила безопасности работы на ней (см. приложение 7 – инструктаж).
Согласно, санитарным нормам и правилам внутреннего распорядка, в кабинете, учащиеся обязаны выполнять все виды ручных и машинных работ, практических и лабораторных работ в спецодежде - косынке и фартуке (приложение 7).
Объяснение порядка проведения практической работы.
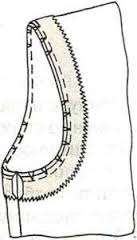
Для того, чтобы вы правильно, по технологии обработали пройму своего изделия, давайте рассмотрим основные этапы обработки проймы (работаем с раздаточным материалом – приложение 2 и инструкционной картой – приложение 2 -А):
Стачать боковые и плечевые швы изделия, затем швы разутюжить, обработать.
Детали обтачки стачать в месте расположения плечевого шва. Шов разутюжить и подрезать на ширину 5-7 мм.
Совмещая плечевые швы изделия и обтачки, приколоть детали обтачки к полочке и спинке так, чтобы они располагались лицевыми сторонами внутрь.
Сметать боковые швы обтачки, проконтролировать, совпадает ли он с боковым швом изделия. Затем стачать боковой шов обтачки, разутюжить его и подрезать так же как и плечевой шов.
Приметать и притачать обтачку в один приём. Ширину шва срезать «ступеньками»,т. е. припуск на шов изделия срезать до 5 мм, а припуск на шов обтачки до 3 мм. Сделать надсечки в шахматном порядке (на большей крутизне надсечки нужно делать чаще) и разутюжить шов обтачивания.
Обогнуть обтачку наизнанку, выметать, выпуская кант шириной 1-2 мм в сторону обтачки. Ширину обтачки подровнять. Внутренний край обтачки заметать и обработать швом вподгибку с закрытым срезом или обметать внешний край обтачки на краеобмёточной машине «Оверлок» 51 – А класса. Ширина обтачки в готовом виде должна быть не меньше 3 – 3,5 см, но не более 4 - 4,5 см.
Прикрепить внутренние края обтачки к изделию потайными стежками к плечевым и боковым швам изделия, если необходимо, то в 2-х, 3-х местах их дополнительно крепят к изделию 2-3 потайными стежками. Обтачку также можно прикрепить, положив отделочную строчку с лицевой стороны изделия на расстоянии 110 – 15 мм от края проймы. Такой приём хорош для изделий спортивного стиля. Строчка может быть проложена нитками контрастного цвета и тогда послужит неплохой отделкой.
Если форма обтачки не сложная, то сделать её можно из косой бейки, длина которой на 6 – 10 см превосходит длину проймы и проделать следующие операции (см. приложение 4 и 4 – А).
косой бейке придать форму проймы, резко оттянув её по нижнему срезу и припосадить по верхнему срезу;
бейку положить на изделие лицевыми сторонами внутрь и подколоть булавками, обязательно оставив у плеча концы в 3-5 см, для того, чтобы правильно соединить их по долевой нити (или подобрать рисунок, если бейка выполняет роль отделки и пришивается сверху);
Текущий инструктаж.
Таким образом, разобрав все этапы обработки по технологической, инструкционной карте и, рассмотрев образцы - эталоны выполнения практической работы, приступаем к выполнению своего задания. Я уверена в том, что после такой подготовки, вы выполните работу на высоком уровне.
обратите внимание на соблюдение правильной технологии во время выполнения операции « примётывание обтачки» (проводить самоконтроль выполнения работы), соблюдать правила ТБ.;
примётанную обтачку показать учителю, только после тщательной проверки моно производить машинные виды работ;
Притачиваем обтачки проймы по намёточным стежкам на машине. Пожалуйста, проверьте в машинах правильность заправки верхней и нижней ниток (от этого зависит внешний вид машинной строчки). Верхняя нитка проходит через нитенаправитель №1, затем в регулятор натяжения верхней нитки, затем – нитепритягиватель, нитенаправитель №2 на фронтовой доске, затем нитенаправитель№3 под иглодержателем, затем в ушко иглы заправляется нитка справа налево, нижняя нитка выходит на шпульке со шпульного колпачка; колпачок должен при этом должен плотно зафиксироваться в челночном комплекте, должен послышаться щелчок; при помощи верхней, заправленной в иглу нитке, можно достать нижнюю нитку, сделав холостой стежок. Соблюдайте при этом ТБ.
Не забудьте удалить намётку после машинных работ, она вам уже не нужна. После удаления намётки выполняем надсечки по закруглённым местам проймы(посмотрите на образец).
От выполнения следующей операции во многом зависит качество и внешний вид вашей работы – обработки проймы. Выполняем дополнительную машинную строчку по верхнему обтачному краю обтачки с лицевой стороны. Самоконтроль своей работы + контроль учителя.
Затем перегибаем обтачку в сторону изнанки, выправляем верхний край, вымётываем (вымётывание – новый термин, записан с пояснением на доске). Закрепляем выметанный край обтачки утюгом, соблюдая максимальную осторожность при работе с утюгом.
Мы с вами подошли к последнему этапу работы проймы – обработке внешнего среза обтачки. Выполняем этот этап на специальной машине «зиг – заг». Затем закрепляем потайными стежками в местах плечевых и боковых швов.
Проводим самоконтроль работы, обращая внимание на:
Аккуратность примётывания обтачки;
Правильность выполнения притачивания (неаккуратность при выполнении притачивания обтачки даст вам неровный край;
Качество вымётывания верхнего края обтачки, при этом изнанка изделия не должна быть видна с лицевой стороны.
Это основные моменты, от которых зависит внешний вид и качество выполнения работы.
Заключительный инструктаж.
Подведение итогов.
Пришло время подвести итоги работы. С работой вы справились в основном хорошо. Выполнили всё правильно и в соответствии с технологией обработки проймы.
Выводы.
Сегодня вы молодцы, я считаю, что цель урока достигнута. В ходе урока вы научились обрабатывать срез проймы, это и является отделкой изделия. Тем не менее в вашей работе были допущены ошибки, они, конечно, незначительны, но вы должны о них знать и не допускать их в дальнейшей работе.
Ошибки и недочёты:
Неровность строчки притачивания.
Не выполнены надсечки.
Не удалена намётка.
Неаккуратность вымётывания верхнего края обтачки.
Закрепление навыков работы.
Фронтальный опрос – беседа об основанных этапах выполнения работы.
Заключительное слово учителя:
Вот и подходит к концу наш урок.
Сегодня вы приобрели очень нужные и полезные навыки в работе на ткани, в частности по обработке проймы. Вы заслуживаете высоких баллов оценивания выполненной работы.
Учитель демонстрирует лучшие работы и выставляет оценки за урок.
Домашнее задание.
Подобрать в интернете информационный материал с рисунками по основным способам и видам обработки горловины в изделиях без воротников.
Приложение 1.

Приложение 2 – А.
ИНСТРУКЦИОННАЯ КАРТА
Технологическая последовательность обработки обтачки
Последовательностьвыполненияоперации
Оборудование
Графическое
изображение
1.
2.
3.
4.
5.
6.
7.
8.
9.
10.
11.
12.
Выкроить. Подкроить обтачку строго поформе выреза проймы шириной 3 см.
Приметать. Приложить обтачку к срезу проймы лицевыми сторонами во внутрь, приметать (со стороны изнанки), совмещая срезы, отступив
0,5 см от края среза.
Притачать. Соединить обтачку с проймой по намётке обтачным швом на швейной машине шириной шва 0,5 см.
Удалить намётку. Нитки намётки подсечь ножницами и удалить.
Сделать надсечки. Ножницами надсечь обтачку по закруглённым срезам проймы, не доходя до шва 1 мм.
Закрепить обтачку. Вывернуть обтачку на лицевую сторону, закрепить машинной строчкой на 0,1 см от края по лицевой стороне обтачки, перегибая припуск на шов в сторону обтачки.
Выметать. Отогнуть обтачку в сторону изнанки, выправить внутренний край, выметать с перекатом шва 0,1 – 0,2 см в сторону изнанки.
Приутюжить. Зафиксировать утюгом верхний выметанный край обтачки.
Обработка отлетного среза. Обработать отлетной край обтачки: на машине «зиг – заг»; на спецмашине «Оверлок»; подогнуть край среза вовнутрь и заметать.
Закрепить отлетной срез. Закрепить отлетной срез обтачки любым способом:
подшить потайными подшивочными стежками; закрепить обтачку только по плечевым и боковым швам.
Утюжка. Отутюжить готовую обтачку.
Удалить намётку . Проверить качество выполненной работы. Контроль и самоконтроль выполненной работы.
Ножницы, мел, сантиметровая лента.
Иглы ручные, нитки, ножницы
Швейные машины, ножницы, нитки
Ножницы.
Ножницы.
Швейные машинки, нитки, ножницы.
Иголки, нитки, ножницы.
Утюг.
Спецмашина «Оверлок», иголки, нитки, ножницы.
Ножницы, иголки, нитки.
Утюг, гладильная доска.



Приложение 2 – Б.


Приложение 3 – А.

Приложение 4 – А.
ИНСТРУКЦИОННАЯ КАРТА.
Технология обработки проймы выкроенной косой планкой (бейкой).
Технологическая последовательностьобработки.
Оборудование.
1.
2.
3.
4.
5.
6.
7.
8.
9.
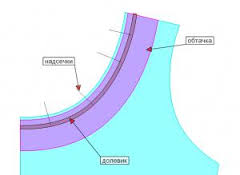
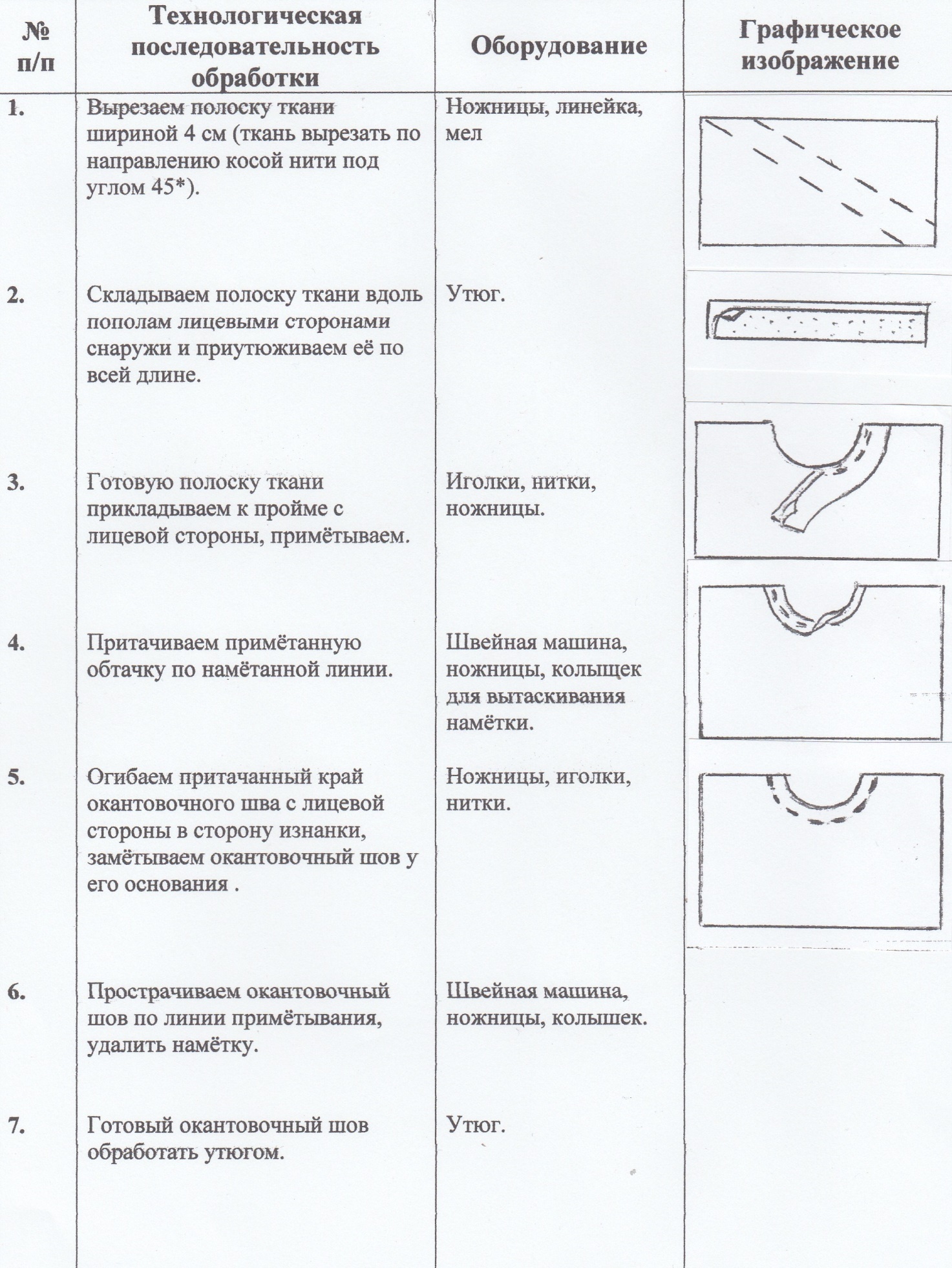
Раскрой . Выкроить полоску ткани по направлению косой линии (под углом 45*), шириной 4 см.
Стачивание . Стачать между собой отрезки, если они маленькие шириной шва 0,5 см, швы стачивания разутюжить.
Примётывание . Приметать подготовленную косую бейку к краю среза проймы, срезы бейки и проймы уравнять, приметать смёточными стежками.
Притачивание . Притачать на швейной машине по намёточной линии швом 0,5 см. Удалить намётку.
Вымётывание . Отогнуть косую бейку на другую сторону
(в зависимости от модели или в сторону изнанки, или на лицевую сторону), выправить и выметать, выпуская перекат шва 0,1 – 0,2 см в сторону изнанки или лица.
Утюжка . Закрепить утюгом выметанный край бейки.
Замётывание. Подогнуть нижний срез бейки, заметать на 0,1 – 0,2 см от подогнутого края.
Закрепление отлетного края. Внешний отлетной край косой бейки прострочить на швейной машине по намётке.
Окончательная отделка бейки. Удалить намётку, приутюжить готовую обработанную бейку.
Ножницы, линейка, мел.
Швейная машина, утюг.
Иголки, нитки, ножницы.
Швейная машина, ножницы, колышек для удаления намётки.
Иголки, нитки, ножницы.
Утюг.
Нитки, иголки, ножницы.
Швейна машина, ножницы, колышек.
Утюг, ножницы, колышек.

Приложение 5 – А.
ИНСТРУКЦИОННАЯ КАРТА.
Технология обработки среза проймы готовой шёлковой косой лентой (бейкой).
1.2.
3.
4.
5.
Примётывание . Готовую полоску ткани, выкроенную и уже заутюженную равномерно с двух противоположных срезов, приложить к обрабатываемому срезу так, чтобы разместить обрабатываемый срез посередине ленты, приметать смёточными стежками.
Притачивание . Притачать ленту по намеченной линии на швейной машине. Удалить намётку.
Обработка отлетного края ленты . Подогнуть вторую половину ленты и закрыть ею выполненную машинную строчку. Приметать смёточными стежками второй раз.
Машинная обработка ленты. Притачать по намётке, удалить намётку.
Окончательная отделка ленты . Выправить готовую ленту, приутюжить готовую косую ленту через проутюжильник.
Ножницы, линейка, мел, иголки, нитки.
Иголки, нитки, ножницы.
Швейная машина, ножницы, колышек.
Утюг, ножницы.
Приложение 6.
Правила техники безопасности.
При работе на швейной машине с ручным приводом:
Волосы должны быть спрятаны под косынку, рукава одежды застегнуть.
На машине не должны лежать посторонние предметы.
Перед работой проверить, не осталось ли в изделии булавок или игл.
При работе ножницами, иглой и булавками:
Ножницы класть на стол сомкнутыми лезвиями внаправлении от работающего.
Передавать ножницы, держась за сомкнутые лезвия.
Хранить ножницы в определённом месте – в подставке или рабочей коробке.
Хранить иглы и булавки в определённом месте – в игольнице, в подушечке.
Сломанную иглу не бросать, а класть в специально отведённую для этого коробку.
При работе электрическим утюгом:
Проверять исправность шнура.
Включать и выключать утюг только сухими руками, держась за корпус вилки.
Ставить утюг на подставку, следить за тем, чтобы подошва утюга не касалась шнура.
Следить за правильной установкой положения терморегулятора.
По окончании работы выключить утюг.
Приложение 7.
Санитарно – гигиенические требования и правила безопасной работы на швейной машине.
Успех любого дела зависит от правильной организации труда, рабочего места, соблюдения правил безопасной работы.
При работе на швейной машине необходимо соблюдать такие санитарно – гигиенические требования:
1. Ручную швейную машину ставить на стол на расстоянии 5…10 см от его переднего края.
2.Слева от машины оставлять место для того, чтобы разместить обрабатываемое изделие.
3. Свет на обрабатываемую поверхность должен падать слева или спереди машины. При плохом освещении рабочего места портится зрение.
4. Высота стула должна соответствовать росту учащегося и высоте стола. А если стол высокий и ноги не достают до пола, под ноги нужно ставить маленькую подставку.
5. Сидеть надо прямо, на всей поверхности стула, на расстоянии 10…15 см от края стола. Неправильная рабочая поза нарушает осанку, вызывает быструю утомляемость и вредит работе органов пищеварения.
На каждом предприятии рабочие, которые имеют дело с механизмами, обязаны соблюдать правила безопасной работы.
В кабинете технологии вы тоже должны соблюдать правила безопасной работы при работе на швейной машине:
Волосы спрятать под косынку а рукава одежды застегнуть.
Убрать с машины посторонние предметы.
Не наклоняться близко к движущимся и вращающимся частям машины.
Не тянуть ткань и не подталкивать её под лапку во время шитья.
Следить за правильным положением рук (левая выше, правая ниже).
Проверять, нет ли в изделии булавки или иглы
Ставить ноги на педаль правильно (правая- выше, левая-ниже).
Проводить подготовительные работы, сняв ноги с педали.
Не прикасаться к ремню во время шитья на машине.
Соблюдение этих правил даст возможность работать без травм и поможет повысить производительность труда.