Виды машинных швов. Виды швов
Шов вподгибку
Шов вподгибку бывает с открытым и закрытым срезом.
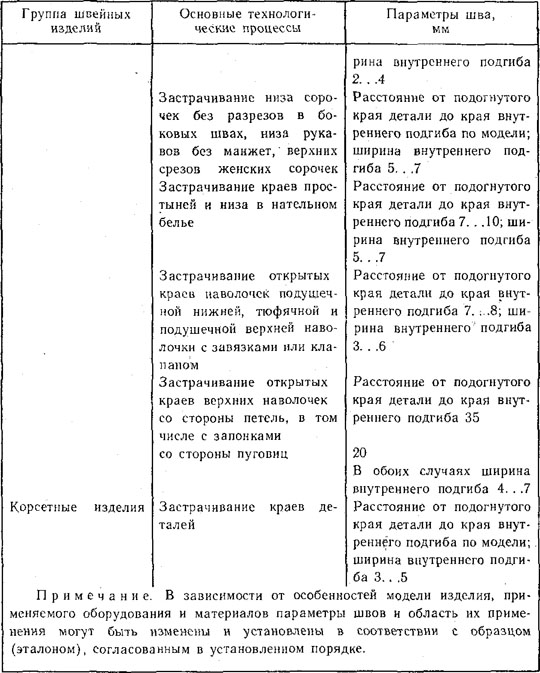
Шов вподгибку с открытым срезом (рис. 62, а) применяют при обработке внутренних краев подбортов, обтачек горловины, проймы, низа изделия и рукавов, а также краев отделочных деталей в платьях, блузках (воланы, оборки, рюши). Срез детали подгибают на изнаночную сторону на 5. . .7 мм, закрепляют строчкой на расстоянии 1. . .3 мм от сгиба на стачивающей машине или на расстоянии 2. . .4 мм от сгиба на специальной машине.
При обработке краев воротника, бортов и низа в изделиях из дублированных тканей ширина шва зависит от модели. При обработке низа изделия и низа рукавов в легкой одежде обрезные срезы предварительно обметывают на специальной машине (рис. 62, б).
Низ изделий из несыпучих тканей и низ рукавов подшивают на специальной машине потайного стежка с предварительным обметыванием среза (1) или без (2) этой операции (рис. 62, в).
Шов вподгибку с закрытым срезом (рис. 62, г) применяют для обработки низа платьев, блузок, сорочек и рукавов в изделиях из шелковых и хлопчатобумажных тканей. Срез детали перегибают на изнаночную сторону на 7. . .10 мм, затем перегибают вторично на величину, предусмотренную моделью, и застрачивают на стачивающей машине на расстоянии 1.. .2 мм от края подгиба или подшивают на специальной машине потайного стежка или на машине с зигзагообразной строчкой (рис. 62, д). Низ блузок и платьев из тонких тканей при отсутствии специального приспособления обрабатывают узким швом двумя строчками (рис. 62, е). Шов вподгибку может быть выполнен с окантованным срезом (рис. 62, ж).
Технические требования к. выполнению шва елодси-бку приведены в таблице 12.
Окантовочные швы могут быть трех видов: с открытым срезом, с закрытыми срезами и окантованные тесьмой.
11. Технические требования к выполнению обтачного шва (ОСТ 17-835-80)
|
Группа швейных изделий |
Основные технологические Операции |
Параметры шва, мм |
|
Пальто, костюмы Платья |
Обтачивание воротников, манжет, бортов, клапанов, хлястиков, поясов, низа рукавов и др. То же |
3. . .7 5. . .7 |
12. Технические требования к выполнению шва вподгибку (ОСТ 17-835-80)

Окантовочные швы применяют для отделки срезов деталей и предохранения их от осыпания.
Окантовочный шов с открытым срезом (рис. 63, а) используют при обработке, например, низа юбок и брюк, а шов с обметанным срезом (рис. 63, б)- при изготовлении платьев для обработки горловины, пройм, краев накладных карманов и тГ п.
На лицевую сторону основной детали накладывают лицевой стороной вниз полоску ткани шириной 20. . .25 мм, выкроенную по поперечному или косому направлению долевой нити ткани. Срезы уравнивают и прокладывают строчку на расстоянии 3. . .4 мм от края. Затем срезы шва огибают полоской ткани, образуя кант* по ширине равный шву обтачивания. Кант закрепляют машинной строчкой в шов притачивания полоски или на расстоянии I мм от него.
Окантовочный шов с закрытым срезом (рис. 63, в) выполняют на машине со специальным приспособлением, которое позволяет прочно обогнуть детали обрабатываемой полоской с подгибом обрезных срезов полоски внутрь. Шов выполняют одной строчкой. При отсутствии приспособления шов выполняют двумя строчками (рис. 63, г). Полоску для окантовывания накладывают на изнаночную сторону основной детали лицевой стороной; срезы уравнивают и притачивают. Притачную полоску отвертывают на лицевую
сторону детали, полоской огибают шов. Срез полоски подгибают внутрь так, чтобы подогнутый край перекрывал строчку притачивания полоски, и настрачивают на расстоянии 1 мм от подогнутого края полоски.
Краевые швы применяются для обработки краев изделий: низ рукавов, низ изделий, т.е. если нужно обработать край изделия, то можно выбрать один из предложенных вариантов швов. Можно самостоятельно придумать другие краевые швы.
Швы в подгибку
Применяется в основном для легких тканей (в тяжелых этот шов может продавливаться с лицевой стороны), или при отсутствии оверлока. Таким швом срез хорошо защищён от осыпания ткани. Применяют для обработки низа юбок, брюк, рубашек, кардиганов, жакетов, курток и т.д.
Шов в подгибку с открытым срезом (рисунок №1).
Такой шов можно использовать когда ткань совершенно не осыпается.
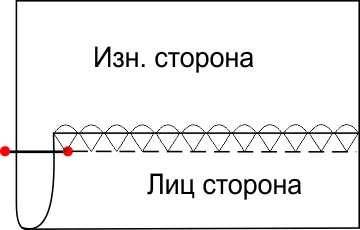
Дополнительные пояснения, если ткань осыпается:
Такой шов можно использовать с дополнительными операциями: если наш выполненный шов вподгибку (строчка1 на рисунках), далее ложим сверху на другую ткань и пришиваем этот край (рисунок №2, строчка2). Часто так делают тогда, когда изделие потом ставим на подкладку, тогда она полностью закроет внутри все некрасивости.
Или например, такой шов можно использовать тогда, когда узел продуман таким образом, что срезов не видно с изнанки, потому что, к примеру, этот край полностью пришивается (рисунок №3).
Строчку №2 можно прокладывать где угодно, можно даже чётко в строчку №1.
Но если вы прокладываете не в строчку №1, нужно смотреть, чтобы ваш подогнутый срез ткани захватывала строчка №2, чтобы на лицо не вылез срез припуска.

Шов в подгибку с открытым срезом (с обработкой среза оверлоком) . Сначала срез оверлочиться с лица, потом подворачивается, затем приутюживается, а потом пристрачивается. Применяется для более тяжелых тканей, для обработки низа юбок, брюк, рубашек, кардиганов, жакетов и т.д. В случае частого применения с износом ткани срез может посыпаться (например, полотенце).
Вариант1. Для обработки жакетов, пиджаков.

Вариант2. Для обработки жакетов, пиджаков, курток. При прокладывании второй строчки низ лучше закрепляется.
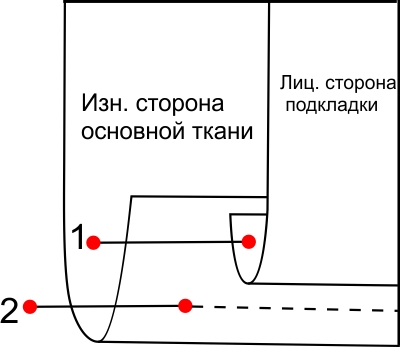
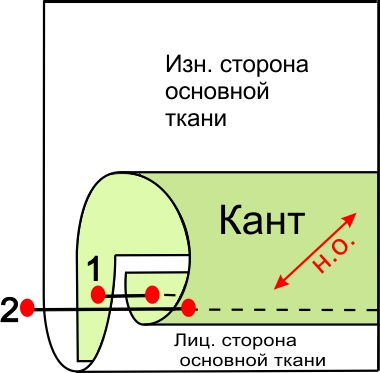
Шов вподгибку с окантованым срезом . Н. о. - нить основы. Применяется в случае необходимости обработки края при отсутствии оверлока. С изнанки шов будет выглядеть очень элегантно и красиво. Применяется редко и только для легких тканей. Кант выкраивается под углом 45 градусов, иначе низ не выложится.
При добавлении слоя ткани под кант, до прострачивания строчки 2, шов можно применять для изделий из тяжелых тканей. Так, например, можно обработать борта в пальто.
Краевые швы
Краевые швы применяют при обработке воротников, горловины, бортов, пройм в целях предохранения их срезов от осыпания и для отделки. К краевым швам относятся швы обтачные, в подгибку и окантовочные (рис. 1.92).
Обтачные швы применяют при обработке краев бортов, воротников, клапанов, карманов, хлястиков, манжет, низа рукавов и т.д. При обработке деталей после соединения, т. е. после стачивания, следует операция вывертывания. В этих случаях операцию по соединению двух деталей с расположением швов по краю принято называть «обтачивание края детали».
Для выполнения обтачивания две детали складывают лицевыми сторонами внутрь, срезы уравнивают и соединяют машинной строчкой на расстоянии 0,5...0,7 см от края (рис. 1.93, а). Затем детали вывертывают на лицевую сторону, выправляют или выметывают, образуя из одной детали кант шириной 0,1... 0,3 см I (рис. 1.93, б, 1.94) или рамку шириной 0,4...0,6 см (рис. 1.95, 1.96) или располагая шов точно на сгибе (рис. 1.97, а, б). При изготовлении платьев шов обтачивания закрепляют машинной строчкой. Для этого после обтачивания шов отгибают на сторону той детали, которая в готовом изделии будет располагаться внутри. Так, при обтачивании бортов шов отгибают в сторону подборта, при обтачивании воротника - в сторону нижнего воротника, при обтачивании горловины и низа рукавов - в сторону обтачки. Отогнутый шов настрачивают на расстоянии 0,1... 0,2 см от шва обтачивания по подборту, нижнему воротнику, обтачке и т.п. (рис. 1.97, в).
Рис. 1.92. Виды краевых швов
В некоторых случаях шов закрепляют отделочной строчкой (рис. 1.98).
Обтачные швы могут быть со сложной и простой рамкой.
Обтачной шов со сложной рамкой (см. рис. 1.95, 1.96) применяют при обработке карманов. Для выполнения такого шва на лицевую сторону основной детали накладывают обтачку лицевой стороной вниз, срезы обтачки уравнивают с намеченной линией кармана и притачивают. Ширина шва 0,4...0,6 см.
Шов раскладывают на две стороны или разутюживают, срез шва обтачивания основной детали огибают обтачкой, образуя рамку, и закрепляют ее строчкой в шов притачивания обтачки (см. рис. 1.95), или отделочной строчкой по основной детали (см. рис. 1.95, б) или с внутренней стороны, или путем настрачивания среза шва на обтачку, отгибая основную деталь. Ширина рамки 0,4…0,6 (см. рис. 1.96).
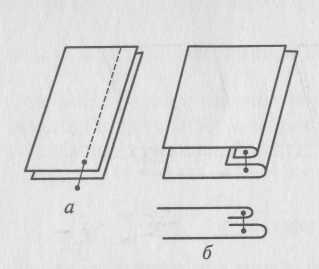
Рис. 1.93. Обтачной шов с образованием канта из нижней детали:
а - соединение деталей (притачивание обтачки); б - образование канта

Рис. 1.94. Обтачной шов с образованием канта из верхней детали
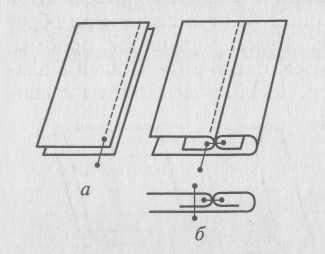
Рис. 1.95. Обтачной шов со сложной рамкой с закреплением шва с лицевой стороны:
а - соединение деталей; б - образование рамки и закрепление ее отделочной строчкой

Рис. 1.96. Обтачной шов со сложной рамкой с закреплением внутреннего среза шва:
а - соединение деталей; б - закрепление рамки путем настрачивания шва соединения на нижнюю деталь

Рис. 1.97. Обтачной шов с расположением шва на сгибе: а - соединение деталей; б - расположение шва и обтачки после вывертывания; в - закрепление шва настрачиванием его на нижнюю деталь
При наличии специального приспособления для обтачивания эти швы могут быть выполнены с одновременным втачиванием канта или отделочной полоски.
Обтачной шов в простую рамку можно выполнить и одной строчкой (рис. 1.99). Для этого деталь, предназначенную для обтачивания (обтачку), перегибают на изнанку на 1... 1,5 см или складывают пополам, накладывают на лицевую сторону основной детали по намеченной линии, располагая сгиб в направлении от среза основной детали, и притачивают на расстоянии от сгиба, предусмотренном моделью, после чего срезы обтачки отгибают в сторону изнанки основной детали. Такой способ применяют при обработке обтачных петель и карманов.
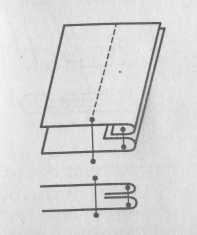
Рис. 1.98. Обтачной шов с отделочной строчкой
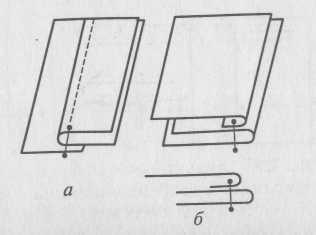
Рис. 1.99. Обтачной шов с обтачкой, сложенной вдвое (простая рамка)
Шов в подгибку бывает с открытым и закрытым срезом. Шов в подгибку с открытым срезом (рис. 1.100) применяют при обработке внутренних краев подбортов, обтачек горловины, проймы, низа изделия и рукавов, а также краев отделочных деталей в платьях (воланов, оборок, рюшей). Срез детали подгибают на изнанку на 0,5 ...0,7 см, закрепляют строчкой на расстоянии 0,1 ...0,3 см от сгиба на стачивающей машине или на расстоянии 0,2...0,4 см на специальной машине.
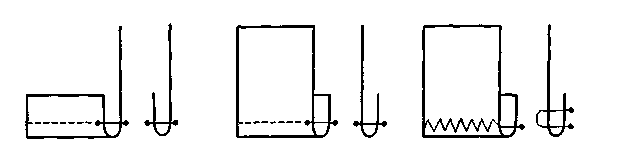
Рис. 1.100. Шов в подгибку
При застрачивании срезов оборок, воланов, рюшей, воротников и других деталей на специальной машине ширина шва должна быть 0,2...0,7 см. При обработке краев воротника, бортов и низа в изделиях из дублированных материалов ширина шва зависит от модели (рис. 1.101). При обработке низа изделия и низа рукавов в легкой одежде обрезные срезы предварительно обметывают на специальной машине (рис. 1.102).
Низ изделий и низ рукавов может быть подшит на машине потайного стежка с предварительным обметыванием срезов или с подгибом обрезного края внутрь (рис. 1.103).
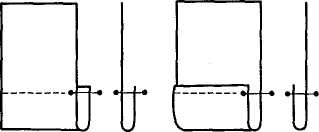
Рис. 1.101. Шов в подгибку в верхней одежде из дублированных материалов:
а - вид с лицевой стороны; б - вид с изнанки
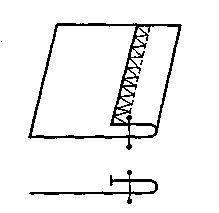
Рис. 1.102. Шов в подгибку с обметанным срезом
Шов в подгибку с закрытым срезом (рис. 1.104) применяют для обработки низа платьев, блузок, сорочек и рукавов в изделиях из шелковых и хлопчатобумажных тканей. Срез детали перегибают на изнанку сначала на 0,7... 1 см, затем на величину, предусмотренную моделью, и застрачивают на стачивающей машине на расстоянии 0,1 ...0,2 см от края подгиба или подшивают на машине потайного стежка или на машине с зигзагообразной строчкой (рис. 1.105). Низ платьев из тонких тканей при отсутствии специального приспособления обрабатывают узким швом двумя строчками (рис. 1.106). Шов в подгибку может быть выполнен с окантованным срезом (рис. 1.107).

Рис. 1.103. Шов в подгибку, выполненный на машине потайного стежка:
а - с предварительным обметыванием среза; б - с подгибом обрезного края
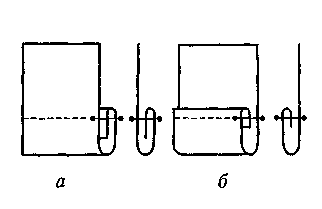
Рис. 1.104. Шов в подгибку с закрытым срезом:
а - вид с лицевой стороны; б - вид с изнанки
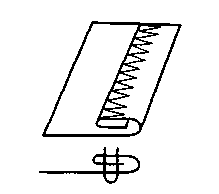
Рис. 1.105. Шов в подгибку с закрытым срезом, выполненный на машине с зигзагообразной строчкой
Окантовочные швы различают трех видов: с открытым срезом, с закрытыми срезами и окантованные тесьмой.
Окантовочный шов с открытым срезом (рис. 1.108) применяют для отделки срезов основных деталей и предохранения их от осыпания, например низа юбок и брюк, и с обметанным срезом, например при обработке внутренних краев обтачек горловины и пройм, внутренних краев накладных карманов, подбортов и т.п. (рис. 1.109).
На лицевую сторону основной детали накладывают лицевой стороной вниз обтачку или полоску ткани шириной 2...2,5 см, выкроенную по поперечному или косому направлению долевой нити ткани, для окантовывания. Срезы уравнивают и прокладывают строчку на расстоянии 0,3...0,4 см от края. Затем срезы шва огибают полоской ткани, образуя кант, по ширине равный шву обтачивания. Кант закрепляют машинной строчкой по основной детали или по полоске (обтачке) на расстоянии 0,1 см от шва соединения.
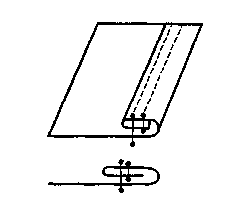
Рис. 1.106. Шов в подгибку с двойной застрочкой
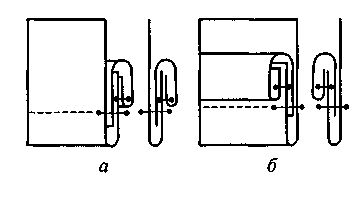
Рис. 1.107. Шов в подгибку с окантованным срезом:
а - вид с лицевой стороны; б - вид с изнанки
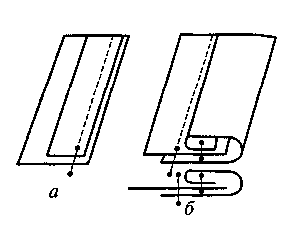
Рис. 1.108. Окантовочный шов с открытым срезом:
а - притачивание отделочной полоски; б - закрепление шва строчкой по основной детали
Окантовочный шов с закрытыми срезами выполняют на машине со специальным приспособлением (рис. 1.110), которое позволяет обогнуть срез детали полоской ткани с подгибом ее обрезных срезов внутрь. Шов выполняют одной строчкой. При отсутствии приспособления шов выполняют двумя строчками (рис. 1.111). Полоску для окантовывания притачивают, располагая ее с изнанки основной детали лицевой стороной вниз, уравнивая срезы. Притачанную полоску отвертывают на лицевую сторону детали полоской огибают шов. Срез полоски подгибают внутрь так, чтобы подогнутый край перекрывал строчку притачивания полоски, и настрачивают на расстоянии 0,1 см от подогнутого края полоски.
При обработке прямых срезов деталей окантовочный шов с закрытыми срезами иногда выполняют одной строчкой на машине без приспособления, но с предварительным заутюживанием срезов полоски (рис. 1.112). Полоска ткани для окантовывания должна быть шириной 2...2,5 см (равна ширине шва, умноженной на 4, плюс 0,2 см). Долевые срезы перегибают в сторону изнанки на0,5 см и заутюживают, затем полоску перегибают по длине так, чтобы нижний заутюженный край выходил относительно верхнего на 0,1 ...0,2 см, и проутюживают. Внутрь заутюженной полоски вкладывают срез детали так, чтобы меньший заутюженный край полоски находился сверху, и прокладывают строчку с лицевой стороны по полоске на расстоянии 0,1 см от подогнутого края.

Рис. 1.109. Окантовочный шов с обметанным срезом
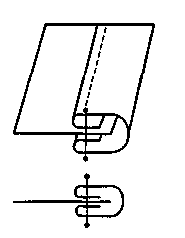
Рис. 1.110. Окантовочвочный шов с закрытым с резом шов с закрытыми срезами, выполняемый на машине со специальным приспособлением одной строчкой
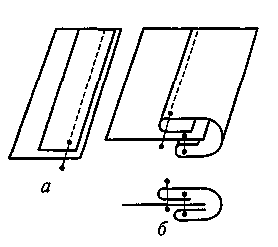
Рис. 1.111. Окантовочный шов с закрытыми срезами, выполняемый на машине без приспособления (двумя строчками):
а - притачивание полоски; б - закрепление канта

Рис. 1.112. Окантовочный шов с закрытыми срезами, выполненный на машине без приспособления, с предварительным заутюживанием полоски для окантовки:
а - заутюживание краев полоски для окантовывания края; б - закрепление полоски по краю детали
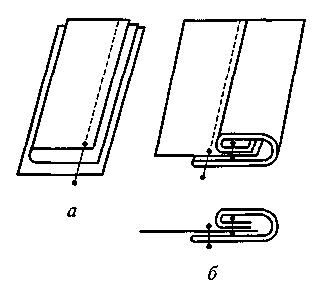
Рис. 1.113. Окантовочный шов с закрытыми срезами полоской, сложенной вдвое:
а - притачивание полоски, расположенной с лицевой стороны основной детали; б - закрепление нижнего края полоски
Окантовочный шов с закрытым срезом может быть обработан сложенной вдвое полоской (рис. 1.113). Такой шов применяют для обработки горловины, пройм и в качестве отделки. Полоску ткани для окантовывания шириной 3,5...4 см (ширина полоски равна ширине окантовочного шва в готовом виде, умноженной на 6, плюс 0,5 ...0,7 см) складывают изнанкой внутрь, проутюживают, накладывают на лицевую сторону основной детали, выравнивая срезы, и притачивают на расстоянии 0,3 ...0,5 см от срезов в зависимости от ширины канта.
Притачанной полоской огибают срезы шва для образования канта, который по ширине равен шву притачивания полоски. Кант закрепляют с лицевой стороны строчкой около шва притачивания полоски или по полоске.
При обработке краев деталей бейкой полоску для окантовки притачивают, располагая ее с изнанки основной детали (рис. 1.114).
При изготовлении платьев по индивидуальным заказам иногда применяют окантовку специальной тесьмой (рис. 1.115). Например, при обработке срезов швов в изделиях из шерстяных тканей тесьму складывают вдоль по длине так, чтобы ее нижний край выходил относительно верхнего на 0,1 ...0,2 см, и проутюживают. Внутрь подготовленной тесьмы вкладывают срез детали и прокладывают строчку по верхнему краю тесьмы на расстоянии 0,1 см от края, при этом второй край тесьмы должен обязательно попадать под строчку.

Рис. 1.114. Обработка краев детали вдвое сложенной бейкой:
а - расположение бейки с изнанки при притачивании ее к основной детали; б - закрепление бейки с лицевой стороны детали
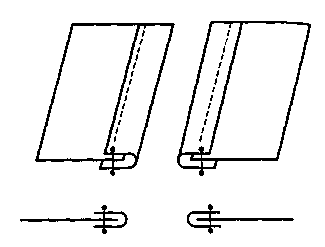
Рис. 1.115. Окантовывания специальной тесьмой